During the exploitation of oil well, traditional manual inspection method cannot directly find out the abnormal high temperature of the equipment, which may cause large potential safety hazards. In addition, as 24-hour monitoring cannot be realized, monitoring problems occur frequently during night production. To avoid such safety production problems, thermal imaging technology has been introduced into the construction of oil well.
Thermal imaging technology has been widely used in the petrochemical industry to facilitate efficient operation and production due to its non-contact temperature measurement, 7/24 all-weather online surveillance, proactively alert and intelligently control function after hot spots are found.

The engine, cable and other electrical equipment in the mine are the primary killers of coal mine accidents. After integrating infrared thermal detector, the infrared temperature measurement monitoring system can not only realize large scale monitoring, but can also monitor the key objects separately. The infrared thermal imaging module system can achieve high-definition imaging without any light source support, quickly identify, detect and display temperature changes on the surface of the equipment, timely detect abnormal high temperatures and give an alarm, predict the possible fire or explosion, so as to prevent accidents before they happen.
At the same time, thermal imaging technology also plays an irreplaceable role in the transportation of flammable and explosive products such as oil. The infrared camera can detect:
Liquid Level Information of Oil Tank Truck
The infrared thermal imager can replace traditional measurement method to directly reflect the liquid level in the tank car, so as to avoid damage to the container.

Leakage Detection during Storage & Transportation
Infrared thermal imaging can detect flammable and explosive gases, and accurately locate the leakage point of combustibles.
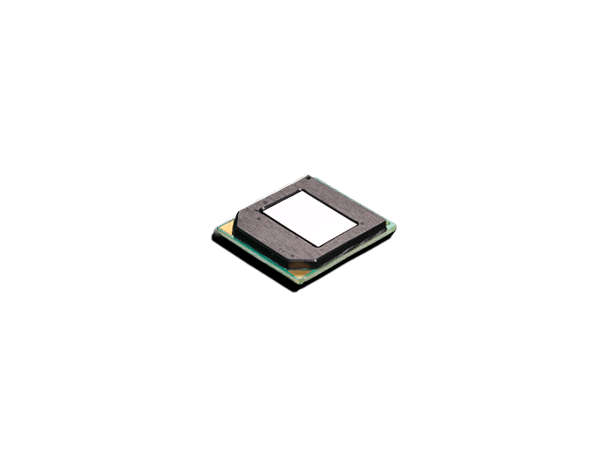
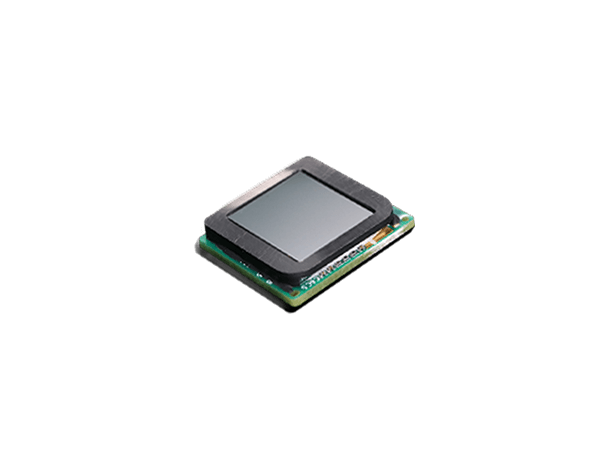
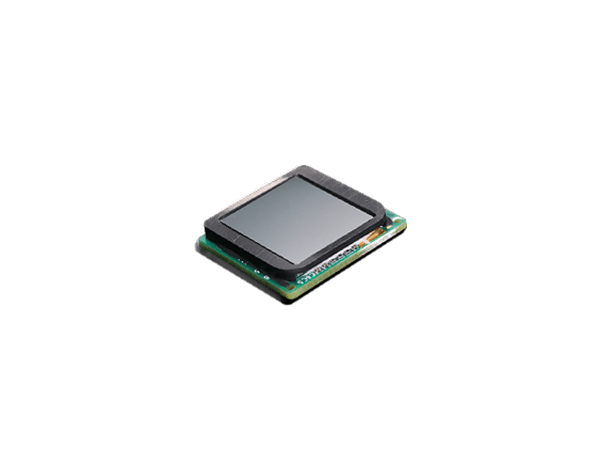
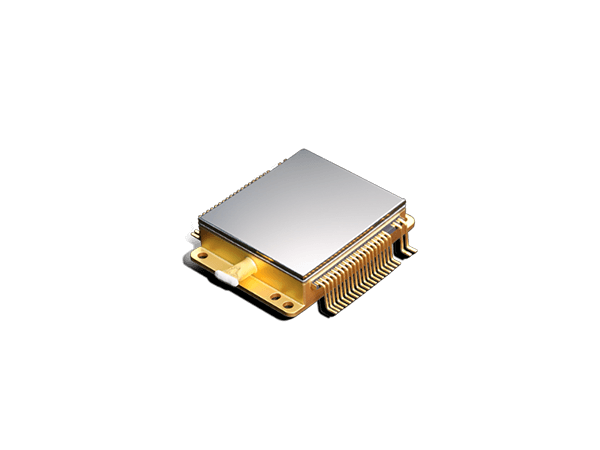
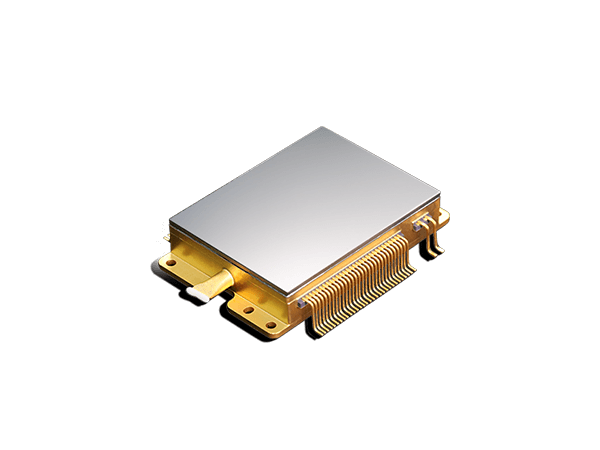
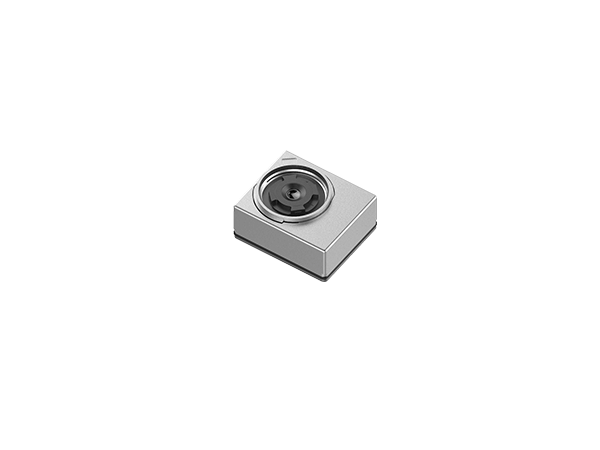
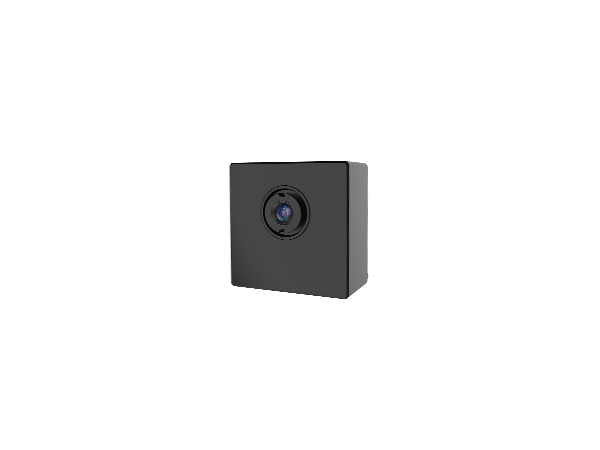
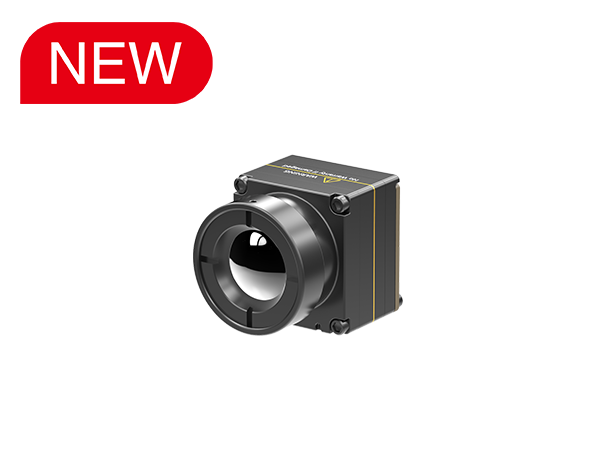
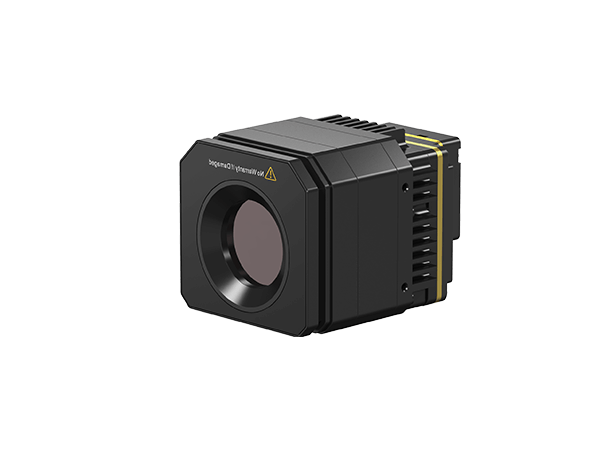
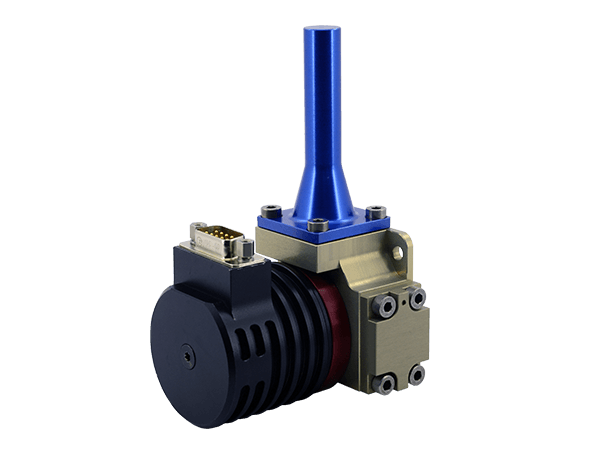
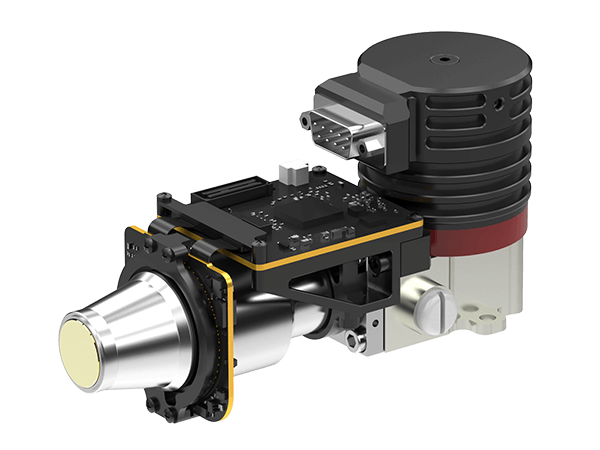
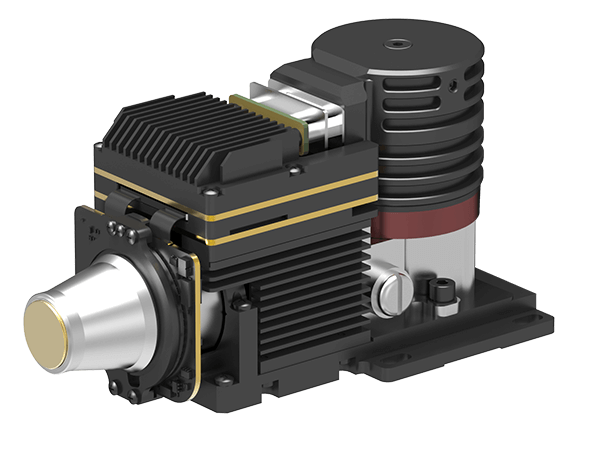
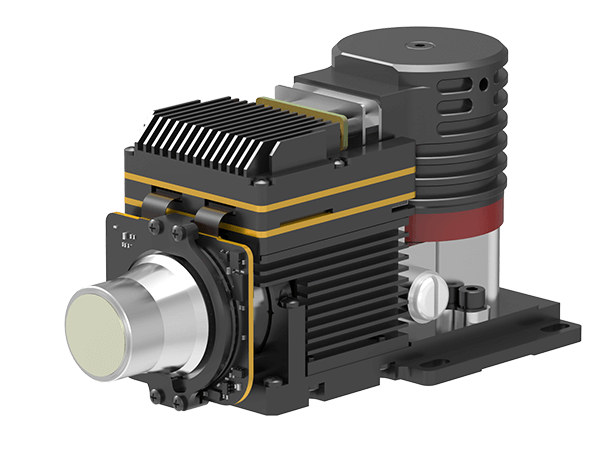
Global Sensor Technology provides mature thermal imaging solutions for the control and detection of oil well production process. We have developed 384*288, 640*512, 1280*1024 infrared detectors and thermal camera core and other products with multiple resolutions and the lens can be matched according to customers’ actual application scenarios.
Go Top