With the rapid popularization of big data, artificial intelligence, computer vision technology and the upgrading needs of manufacturing industry, more and more machine vision solutions have been applied to the fields of measurement and inspection.
Visual positioning requires the machine vision system to quickly and accurately find the part being tested and confirm its position. Compared with manual inspection in the past, machine vision inspection has greatly improved the accuracy and speed of product defect detection, and has a positive impact on the entire equipment manufacturing and production process.
Infrared technology is widely used in machine vision applications for various purposes. Machine vision refers to the technology that enables computer systems to visually inspect and analyze images or video in order to make automated decisions or perform specific tasks.
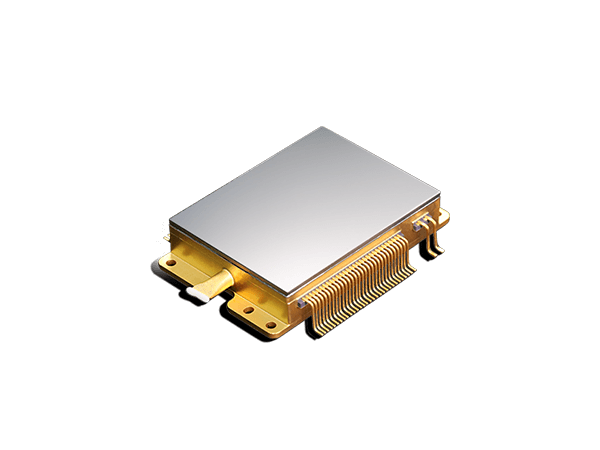
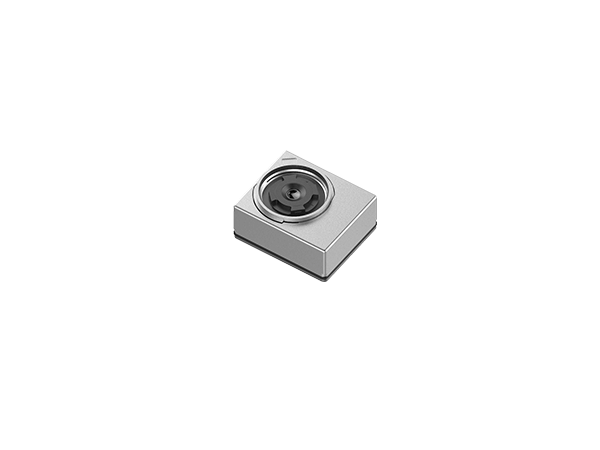
In the application of machine vision inspection equipment, thermal data is crucial. Although machine vision software can detect many production problems, it cannot detect thermal anomalies. For example, in the field of semiconductor packaging, the size of image-sensitive devices is getting smaller and smaller, the product series is becoming more and more abundant, and the core test indicators are also constantly changing: MTF, distortion, signal-to-noise ratio, light source brightness, uniformity, color temperature, and system imaging capabilities etc., For these evaluation factors, inspection equipment requires more than just lenses and cameras. Machine vision needs to accurately pick up the heat of accessories and bind it. When it comes to accurate non-contact temperature measurement, no product can match a thermal imaging camera. Thermal images not only add a new dimension to machine vision, but also provide a more perfect solution for non-destructive testing, providing more information to professionals and decision-makers.
In the context of machine vision, infrared (IR) technology is utilized primarily for its ability to capture and analyze thermal radiation emitted by objects. Here are a few examples of how infrared technology is applied in machine vision:
Thermal Imaging
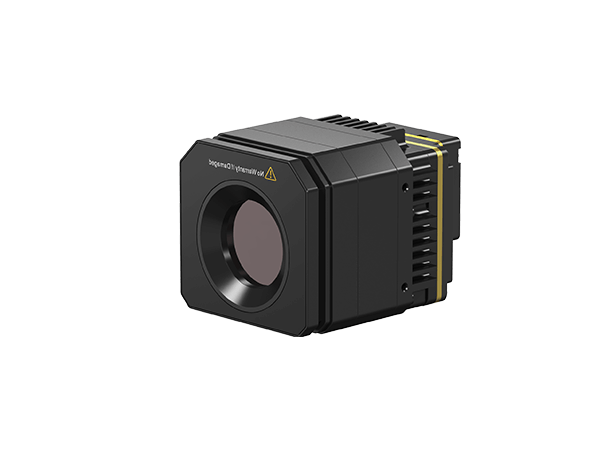
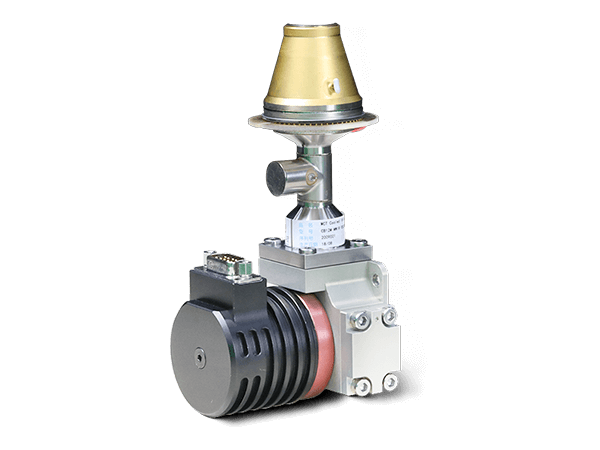
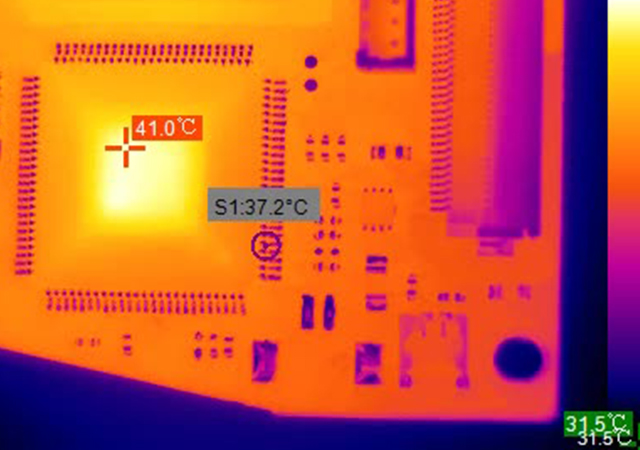
Infrared cameras are used to capture thermal images of objects or scenes. These images provide information about the temperature distribution, which can be useful in applications such as industrial inspection, building diagnostics, and security surveillance.
Object Detection and Tracking
Infrared sensors can detect and track objects based on the differences in their thermal signatures. This is particularly useful in scenarios where visible light may not be sufficient, such as in low-light environments or when objects are camouflaged.
Quality Control
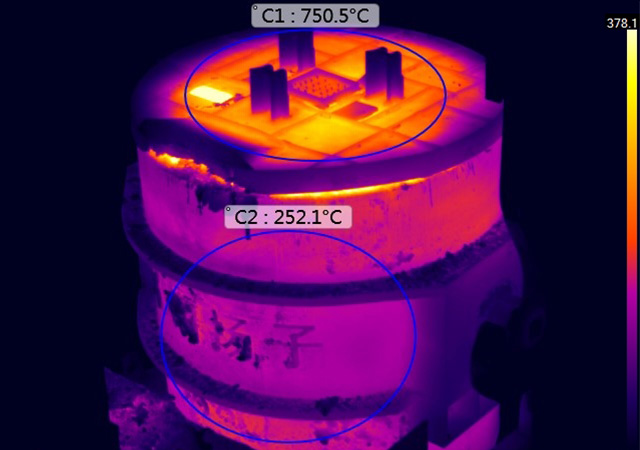
Infrared sensors can be used to identify defects or anomalies in products during the manufacturing process. By analyzing the thermal patterns of the objects, machine vision systems can automatically identify deviations from the expected temperature distributions, indicating potential flaws.
People Counting and Occupancy Monitoring
Infrared sensors can be deployed in public spaces or buildings to count the number of people or monitor occupancy levels. By detecting the presence of human body heat, these systems can provide valuable data for crowd control, capacity management, or security purposes.
Medical Imaging
Infrared technology, specifically in the form of thermal cameras, is used in medical applications such as fever screening, wound assessment, or assessing blood circulation. These thermographic images can help diagnose or monitor conditions where temperature variations are indicative of abnormalities.
Overall, infrared technology plays a crucial role in enhancing the capabilities of machine vision systems by enabling the capture and analysis of thermal information. It expands the range of applications and provides valuable insights in scenarios where invisible or thermal characteristics of objects need to be evaluated.
Go Top